Facing cylinder crankcase parting surface
|
|
||||
|
01—120 Facing cylinder crankcase parting surface
|
||||
|
|
||||
|
Data
|
||||
|
|
||||
|
Height of cylinder crankcase when new
|
242.9-242.8
|
|||
|
|
||||
|
Minimum height following required removal of material
|
242.5
|
|||
|
|
||||
|
in longitudinal direction
|
0.10
|
|||
|
|
||||
|
Permissible unevenness of parting surface
|
||||
|
|
||||
|
in transverse direction
|
0.05
|
|||
|
|
||||
|
Permissible roughness of upper parting surface
|
0.006-0.016
|
|||
|
|
||||
|
Permissible deviation in parallel of upper parting surface in relation to longitudinal direction
|
0.1
|
|||
|
|
||||
|
Pressure-test with air under water in bar gauge pressure
|
2.0
|
|||
|
|
||||
|
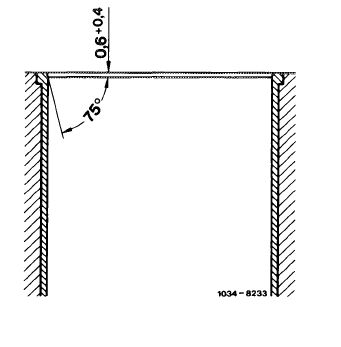
Chamfer of cylinder bores
|
refer to note
|
|||
|
|
||||
|
Note
|
 |
|||
|
Prior to facing, check piston standout. Do not exceed piston standout of 0.9 mm (03-316).
Chamfer cylinder bores after facing.
If the cylinder crankcase parting surface has been reconditioned, reset the timing (05—215).
|
||||
|
|
||||
|
01.8-120/1 F2
|
||||
|
|
||||