Renewing ring gear of flywheel
|
|
|||||||||||||||||||||||||||||||||||
|
03—430 Renewing ring gear of flywheel
|
|||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||
|
Temperature measuring chalk
|
e.g. from AW Faber-Castell D-8504 Stein bei Niirnberg color no. 2815/220 (white) Thermochrom
|
||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||
|
Note
|
|||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||
|
The ring gear is hardened. To protect hardness, the temperature for hardening ring gear should not exceed 220 °C at any point. This can be done reliably only by means of a hot plate or a heating oven.
An open flame may be used as an exception only. The flame should touch only the inside of the ring gear.
Following renewal of a ring gear, the flywheel need not be balanced.
|
|||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||
|
Renewal
|
|||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||
|
1 Center drill old ring gear and break up with a chisel or heat quickly and immediately remove.
2 Clean mounting surface of ring gear on flywheel.
3 Uniformly heat new ring gear on a hot plate or in a heating oven.
For this purpose, use temperature measuring chalk in accordance with instructions whenever possible.
|
|||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||
|
03.8-430/1
|
|||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||
|
|
|||
|
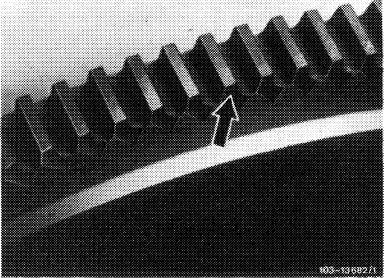
4 Mount heated ring gear immediately on flywheel.
Attention!
The tooth chamfer (arrow) should face starter motor.
As a spare part, ring gears are available with chamfered teeth only.
|
 |
||
|
|
|||
|
03.8-430/2 F 2
|
|||
|
|
|||