Checking, renewing and tightening connecting rod bolts
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
03—310 Checking, renewing and tightening connecting rod bolts
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Special tool
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Angle of rotation tool
|
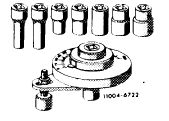 |
116 589 01 13 00
|
|||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Self-made tool
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Steel plate
|
refer to Fig. item 3
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Checking
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
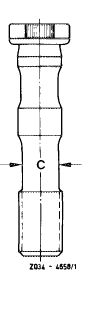
1 Measure minimum necked-down dia. prior to re-use.
|
 |
||||||||||||||||||||||||||||||||||||||||||||||||
|
03.8-310/1 F 2
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||
|
Note: When the minimum necked-down dia. of 8.0 mm has been attained or is less than 7.2 mm, renew connecting rod bolt.
Knock-out connecting rod bolt only for replacement.
|
 |
||
|
|
|||
|
Replacement
|
Z1004-4752/1
|
||
|
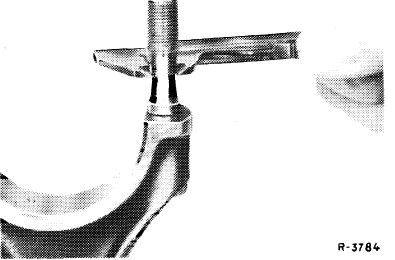
2 Knock-out connecting rod bolts.
3 Press new connecting rod bolts into connecting rod at approx. 45 000 N or knock-in with a hammer and mandrel.
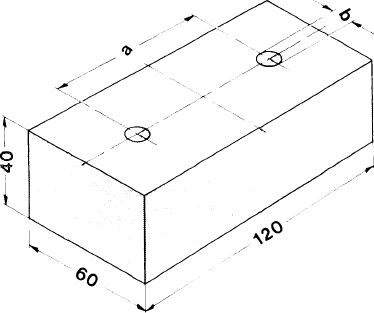
When knocking-in or pressing-in connecting rod bolts, place connecting rod on a ground steel plate.
|
|||
|
|
|||
|
Hole spacing a = 67 mm Bore b= 11 mm
|
 |
||
|
Tightening
|
|||
|
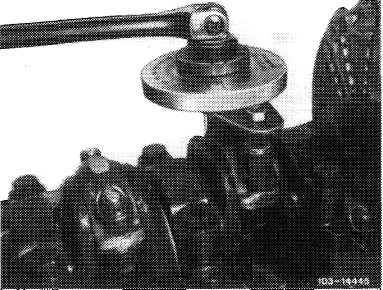
4 Lubricate nuts and threaded support.
5 Tighten connecting rod nuts to 40—50 Nm initial torque and 90—100° angle of rotation torque.
Attention!
Tighten connecting rod bolts knocked-in with a hammer for the first time at 60—70 Nm initial torque and 90—100° angle of rotation torque.
|
|||
|
|
|||
|
This specification must be strictly observed, since otherwise the connecting rod nuts may become loose.
Note: If no angle of rotation tool is available, the connecting rod nuts can also be tightened by means of a normal socket wrench with tommy bar in one step by an angle of 90—100°. This angle should be estimated as accurately as possible. To eliminate angle of rotation errors, do not use torque wrench for tightening according to angles of rotation.
|
|||
|
|
|||
|
03.8-310/2 F 2
|
|||
|
|
|||