Checking and machining valves
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
05—280 Checking and machining valves
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
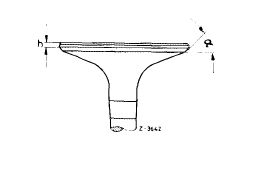
when new
|
2.54
|
2.49
|
|||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Height „h” of valve retainer
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
limit value
|
2.0
|
2.0
|
|||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Adjusting angle for machining valves
|
30 + 15′
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
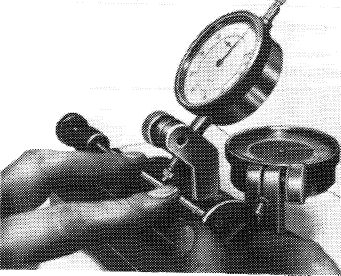
Permissible runout at valve stem and valve seat max.
|
0.03
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Valve shaft wear (wear limit)
|
0.05
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Conventional tools
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
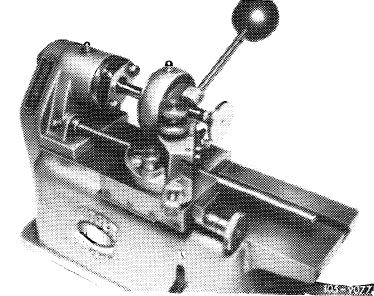
Valve cone grinder
or
valve cone machining tool
|
e.g. made by Matra-Werke GmbH
D-6000 Frankfurt/Main 8
e.g. made by Hunger, D-8000 Miinchen
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Note
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
Exhaust valves are filled with sodium.
When scrapping valves, pay attention to safety rules. Do not melt valves filled with sodium, since there is a risk of explosion, and do not use such valves for making tools (punch, etc.), without first removing filled-in sodium.
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
05.8-280/1 F 2
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||
|
Be careful when removing sodium from valve, since sodium mixed with water and watery solutions reacts heavily explosive, while the resulting hydrogen gas may cause fires.
Sodium from cut-up or broken-up valves can be neutralized in a mixture comprising 2 liters of spirit of alcohol and 1 liter of water put into a vessel and placed in the open air.
Valves filled with sodium can be collected and shipped for neutralizing to: Garantieprtifstelle Werk Stuttgart-Unterturkheim.
|
|||
|
|
|||
|
Checking and machining
|
 |
||
|
1 Clean valves and check visually.
Valves with a burnt valve retainer, with insufficient height „h” of valve retainer and valves with worn out or scored valve stem should be replaced.
|
|||
|
|
|||
|
2 Measure runout on valve stem. If runout exceeds 0.03 mm, replace valve.
|
 |
||
|
|
|||
|
3 Machine valve seat.
Refer to operating instructions of machining tool and make sure of a 30° adjusting angle.
4 Measure runout on valve seat and height „h” of valve retainer.
As soon as the limit values are attained, replace valve.
|
 |
||
|
|
|||
|
05.8-280/2
|
|||
|
|
|||