Checking and machining valves
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
05—280 Checking and machining valves
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Data
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
When new
|
1.5
|
2.5
|
2.5
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
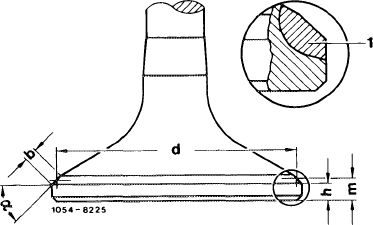
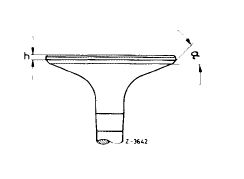
Height ,,h” of valve retainer
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Limit value
|
1.0
|
2.0
|
2.0
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Width ,,b” of valve seat
|
1.8-3.0
|
1.5-2.5
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Dia. ,,d” on valve seat center
|
44.2
|
36.1
|
38.0
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
When new
|
2.1-2.3
|
3.1-3.3
|
3.1-3.3
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Height ,,m” up to valve seat center
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Limit value
|
1.6-1.8
|
2.6-2.8
|
2.6-2.8
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Adjusting angle for machining valves
|
45°+ 15′
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Permissible runout on valve stem and valve seat max.
|
0.03
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Permissible runout at face of valve stem when held at valve stem
|
0.015
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
•) Valve with spherical section.
2) Standard (except emission controlled engines) starting April 1978. Emission controlled engines starting model year 1980.
|
 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1 Valve seat plating
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Conventional tools
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
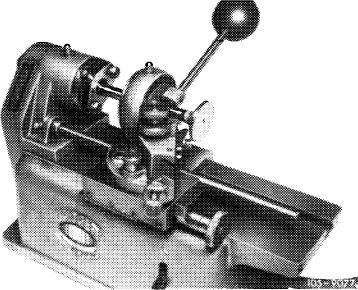
Valve cone grining machine
or
Valve cone machining tool
|
e.g. made by Krupp, D-5309 Meckenheim model VS
e.g. made by Hunger, D-8000 Miinchen 55 type VKDR 1, order no. 203.00.200
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
05.2-280/1 F3
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||
|
Note
The exhaust valves are filled with sodium!
Observe safety regulations when scrapping. Because of the danger of explosion sodium filled valves must not be melted or converted into tools (punches, etc.), without first removing the sodium filling.
Be careful when removing sodium from valves, since sodium reacts violently and explosion-like when combined with water and watery solutions, to avoid any risk of fire caused by the resulting hydrogen gas.
Sodium from cut and broken valves can be neutralized in the open air in a vessel container in a mixture of 2 liters of spirits of alcohol and 1 liter of water.
Sodium filled valves can be collected and sent for neutralization to the Warranty Checking Department at Stuttgart-Unterturkheim.
|
|||
|
|
|||
|
Checking and machining
|
 |
||
|
1 Clean valves and inspect visually.
Valves with a burnt valve head, with insufficient height ,,h” of valve head and valves with a worn or scored valve stem, must be replaced.
|
|||
|
|
|||
|
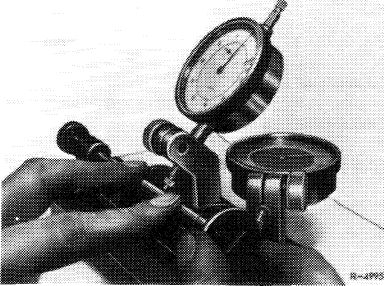
2 Check valve stem runout. If runout measure exceeds 0.03 mm, replace valve.
|
 |
||
|
|
|||
|
05.2-280/2 F2
|
|||
|
|
|||
|
|
|||
|
3 Machine valve seat.
Observe instructions supplied with machining equipment and adjusting angle of 45°.
4 Measure valve seat runout and valve head height
|
 |
||
|
Replace valve, if limits have been reached.
|
|||
|
|
|||
|
05.2-280/3 F2
|
|||
|
|
|||