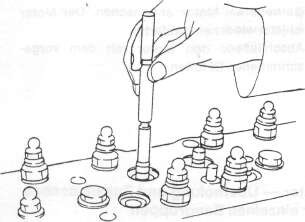
Hilfe des Eindrückdorns einschlagen, bis der Sprengring auf dem Zylinderkopf aufsitzt. Innendurchmesser der Führung mit dem Kontrolldorn prüfen (siehe Bild 21). Die Gutseite des Kontroll-dorns soll gerade noch fallen, dagegen auf der Ausschußseite nur anschnabeln. Wenn erforderlich, Innendurchmesser mit der Reibahle aufreiben.
Die Ventiisitzringe sind in den Zyünderkopf eingepreßt und der alte Ring läßt sich am besten entfernen, indem man ihn aufbohrt oder mit einem Ventilsitzdrehwerkzeug herausdreht, bis er getrennt werden kann. Dabei ist natürlich zu beachten, daß der Zylinderkopf nicht beschädigt wird. Grundbohrung D1 (siehe Bilder 22 und 23) messen, wenn erforderlich, auf die nächste Reparaturstufe aufdrehen. Reparaturstufen-Ventil-sitzringe so weit überdrehen, bis die angegebene Überdeckung erreicht ist. Zylinderkopf im Wasserbad auf ca. 90° C erwärmen und Ventilsitzring mit flüssiger Luft oder Trockeneis unterkühlen. Ventilsitzring mit einem geeigneten Dorn einschlagen.
Bild 21
Innendurchmesser der Ventilführung mit dem Kontrolldorn
prüfen.
prüfen.
Grundbohrung reinigen. Zylinderkopf im Wasserbad auf ca. 80 bis 90° erhitzen und, wenn möglich, Ventilführung mit Trockeneis unterkühlen. Ventilführung mit etwas Talg bestreichen und mit
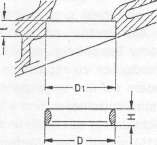
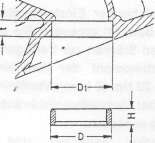
Bild 22
Masse der Grundbohrung des Ein- und Auslass-Ventilsitzringsim Zylinderkopf, Motor M116/117.
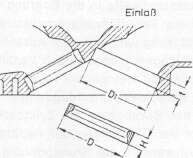
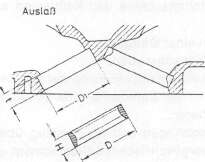
Bild 23
Masse der Grundbohrung des Ein- und Auslass-Ventilsitzrings im Zylinderkopf, Motoren M110.
15