Motor
Motors beschrieben. Einzelreparaturen, die bei eingebautem Motor durchzuführen sind, sind entweder sinngemäß vorzunehmen, oder sie sind extra beschrieben. An dieser Stelle wird auf die Empfehlung des Werkes, im Bedarfsfalle ganze Motoren oder einzelne Teile, wie Zylinderkurbelgehäuse, Kurbelwellen, komplette Triebwerke, Dl-, Wasser- und Kraftstoffpumpen, Vergaser, Zündverteiler zu tauschen, hingewiesen, da die vorstehenden Maßnahmen kostensparend sind.
Der Zylinderblock
Nach dem Zerlegen wird der Block gereinigt und gründlich auf Schäden untersucht. Besonders sind eventuell vorhandene Kesselsteinablagerungen in den Kühlwasserräumen und Durchgängen zu entfernen. Gegebenenfalls die Verschlußscheiben der Kernlöcher entfernen. Nach der Reinigung sind neue Scheiben einzusetzen. Bohrung im Block gründlich säubern, Scheibenrand mit Dichtmasse versehen und dann die Scheiben verstemmen. Alle ölkanäle sind mit Bürsten und Drähten zu reinigen, möglichst mit heißer PS-Lösung durchspritzen und mit Preßluft durchblasen. Nach dem Neueinsetzen der Verschlußschrauben und Kernstopfenscheiben mit Dichtmasse, soll der Block 4 bis 6 Stunden (am besten über Nacht) stehen bleiben, ehe die Dichtprobe gemacht wird. Dazu ist der Motorblock in 70 Grad Celsius heißem Wasser unterzutauchen und mit 2 atü Luft abzudrük-ken. Anschließend Verzug der oberen Trennfläche überprüfen. Zulässige Unebenheit in Längsrichtung 0,08 mm, in der Querrichtung 0,5 mm. Eventuell planschleifen. Die Höhe des Zylinderkurbelgehäuses von Trennfläche für die ölwanne bis zur Trennfläche für den Zylinderkopf beträgt 242,8 bis 242,9 mm. Die Mindesthöhe nach dem Planschleifen darf bis 242,5 mm betragen. Die zulässige Abweichung der Parallelität der
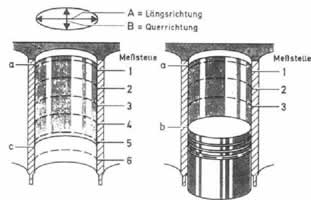
Trennflächen auf die Gesamtlänge darf 0,1 mm nicht überschreiten. Als nächstes werden die gesäuberten Zylinderbohrungen mit einem In-nen-Feinmeßgerät an 6 Stellen vermessen. (Bei hohem Ölverbrauch kann die Vermessung nach Abnehmen des Zylinderkopfes auch bei eingebautem Motor durchgeführt werden. Kolben im unteren Totpunkt). Gewindebohrungen für die Zylinderkopfschrauben sind am besten durch Einschrauben eines Gewindebohrers M12X1,75 zu reinigen, damit die Schrauben tief genug eingeschraubt werden können und auf die Zylinderkopfdichtung den richtigen Druck ausüben, der dem Drehmoment (9 mkp) entspricht. Liegen die festgestellten Werte außerhalb der angegebenen Toleranzen, so ist der Zylinder neu zu bohren. Ein Bohren und Höhnen ist jedesmal bei unrunden Bohrungen vorzunehmen, da bei alleinigem Honen die Honahle der Unrundheit nachlaufen würde. Die erforderliche Reparaturstufe richtet sich nach der größten Zylinderabnutzung. Die unten angegebenen Reparaturstufen und Zylinderbohrungen sind genau einzuhalten. Die maximale Verschleißgrenze der Zylinderbohrungen in Fahrt- und Querrichtung beträgt 0,10 mm.
Bearbeitungstoleranzen
Zulässige Unrundheit und Konizität
der Bohrungen im Neuzustand 0,013mm
Max. Verschleißgrenze der Konizität
und Unrundheit der Bohrungen 0,05 mm
Max. Verschleißgrenze der Zylinder-
bohrungen in Fahrt- und Quer-
richtung 0,10 mm
bohrungen in Fahrt- und Quer-
richtung 0,10 mm
Bearbeitungsmaße
in mm
Reparaturstufe
in mm
Reparaturstufe
Normalmaß
Zwischenstufe
Zwischenstufe
1. Reparaturstufe
2. Reparaturstufe
3. Reparaturstufe
der Zylinderbohrungen
Zylinderbohrung Kolben-0
87,000/87,022 87,00/86,98
87,250/87,272 87,25/87,23
87,500/87,522 87,50/87,48
88,000/88,022 88,00/87,98
88,500/88,522 88,50/88,48
Die Kurbelwelle
Nach sorgfältiger Säuberung der Kurbelwelle ist dieselbe durch Besicht auf Verbiegung und Risse durch Nachmessen der Lagerstellen auf Unrundheit und mittels Sklerograph die Härte der Kurbel- und Pleuelzapfen zu prüfen. Die Sklerograph-Härte beträgt 68 bis 74 oder Rockwellhärte HRc 55 bis 61. Geringfügige Unterschreitungen der Härte von etwa 3 Prozent können toleriert werden. Bei Unterschreitungen der unteren Härte, sind die Wellen auf jeden Fall
Bild 20 Vermessung der Zylinderbohmngen
a obere Umkehrstelle des 1. Kolbenringes
b oberer Totpunkt des Kolbens
c untere Umkehrstelle des Ölabstreifringes
38